为了给您提供更全面的来宾(本地)法兰毛坯_法兰生产厂家工程施工案例产品信息,我们上传了最新的产品视频。看视频,选购不迷路。
以下是:来宾(本地)法兰毛坯_法兰生产厂家工程施工案例的图文介绍
工厂直销,价格可议。多年 来宾锻造法兰毛坯行业生产经验,保持稳定的产品质量,从原料到出厂,严格把关每一个流成,工艺严格技术成熟,保持 来宾锻造法兰毛坯产品质量稳定。

法兰毛坯_法兰生产厂家工程施工案例")
法兰毛坯_法兰生产厂家工程施工案例")
盲板法兰
盲板法兰简称为盲板或盲法兰,属于国标法兰标准体系。盲板法兰的中间是实的,四周是螺栓孔,外观就像一个铁盖子,故又叫做法兰盖,不锈钢材质的就叫不锈钢法兰盖。盲板法兰可以是平面也可以是突面、凹凸面、榫槽面、环连接面,但不像对焊法兰似的有个脖子(什么是对焊法兰),总之,盲板法兰目的就是为了堵住管道口,是管内物质不致溢出,一般用在供水支管末端。还有就是临时部分管段要先行试压时用到临时封锁用的,有的直接加阀门,有的是原先的管道现在不用了,就用盲法兰盲死。
带颈平焊法兰属于国标法兰标准体系。是国标法兰(又称GB法兰)的其中一种表现形式,是设备或管道上常用的法兰之一。
带颈平焊法兰颈部高度较低,对法兰的刚度、承载能力有所提高。与对焊法兰相比,焊接工作量大,焊条耗量高,经不起高温高压及反复弯曲和温度波动,但现场安装较方便,可省略焊缝拍揉伤的工序。适用范围:PN0.6~4.0MPa,DN≤600mm。
带颈平焊法兰标准有:HG20594、HG20616、GB/T91
法兰毛坯_法兰生产厂家工程施工案例")
法兰毛坯_法兰生产厂家工程施工案例")
法兰毛坯_法兰生产厂家工程施工案例")
整体法兰
单元法兰
a、螺纹法兰
b、焊接法兰 对焊法兰
带颈平焊法兰 带颈承插焊法兰板式平焊法兰
c、松套法兰对焊环松套带颈法兰 对焊环松套板式法兰 平焊环松套板式法兰 板式翻过松套法兰
d、法兰盖(盲孔法兰)
e、旋转法兰
f、锚固法兰
g、堆焊/覆焊法兰
4) 法兰密封面:平面、凹面、凹凸面、榫槽面、环连接面
1、 DIN标准
1) 常用压力等级:PN6,PN10,PN16,PN25,PN40,PN64,PN100,PN160,PN250
2) 法兰密封面: raised face DIN2526C 突面法兰 grooued acc. DIN2512N 榫槽面
2、 ANSI标准
1) 常用压力等级:CL150,CL300,CL600,CL900,CL1500
2) 法兰密封面:ANSI B 16.5 RF flanges 突面法兰 (RF)、全平面法兰(FF)
3、 JIS标准:不常用
1) 常用压力等级:5K ,10K,20K
板式平焊法兰
带颈平焊法兰
带颈对焊法兰
承插焊法兰
螺纹法兰
法兰盖
盲板
带颈对焊环松套法兰
平焊环松套法兰
环槽面法兰及法兰盖
大直径平板法兰
大直径高颈法兰
八字盲板
对焊环松套法兰
旋转法兰
锚固法兰
堆焊/覆焊法兰
法兰(flange)连接就是把两个管道、管件或器材,先各自固定在一个法兰盘上,两个法兰盘之间,加上法兰垫,用螺栓紧固在一起,完成了连接。有的管件和器材已经自带法兰盘,也是属于法兰连接。法兰连接是管道施工的重要连接方式。
法兰连接使用方便,能够承受较大的压力。 在工业管道中,法兰连接的使用十分广泛。在家庭内,管道
法兰毛坯_法兰生产厂家工程施工案例")
法兰毛坯_法兰生产厂家工程施工案例")
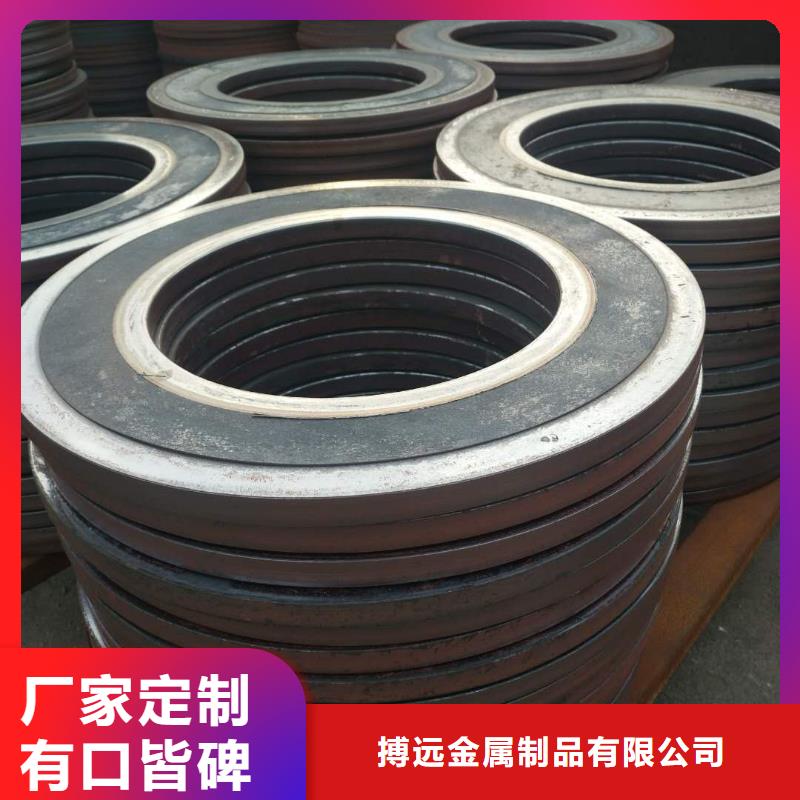
环形锻件是锻造行业中的产物,锻件的一种类型。是金属坯料(不含板材)施加外力,通过塑性变形塑造的要求变成合适的压缩力的环形物件。这种力量典型的通过使用铁锤或压力来实现。锻件过程建造了精致的颗粒结构,并改进了金属的物理属性。环形锻件在日常生活中随处可见,是一种工业制品。1、滑线落料:根据产品要求将钢锭切割成合理大小及重量;
2、加热(含回火):加热设备主要单室炉、推杆炉和台式退火炉,所有加热炉均采用天然气做燃料,钢锭的加热温度一般在1150℃~1240℃,冷钢锭的加热时间1~5小时左右,热钢锭的加热时间则是冷钢锭加热时间的一半,加热后的钢锭进入锻造工序。
3、锻造:被加热至1150~1240℃左右钢锭从加热炉中取出,然后由操作机放入空气锤或电液锤,根据钢锭的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
4、检验:对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
5、热处理:将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是消除内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的钢锭,根据材质的要求对钢锭进行空冷或水冷、淬火处理。
6、粗加工:锻件基本成型后根据产品需求加工成各种不同规格的锻件。
7、超声波探伤:锻件冷却结束后温度降到20℃左右进行超声波探伤达到国标Ⅰ,Ⅱ,Ⅲ等标准和表面缺陷的检验。
法兰毛坯_法兰生产厂家工程施工案例")
法兰毛坯_法兰生产厂家工程施工案例")
法兰毛坯_法兰生产厂家工程施工案例")





 扫一扫
扫一扫