一分钟的时间,对于了解我们的【钦州】 本地 智能钢筋笼滚笼机桥梁必备产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:【钦州】 本地 智能钢筋笼滚笼机桥梁必备的图文介绍

建贸数控钢筋笼滚焊机厂家有限公司基本对 钦州钢筋笼绕筋机、产品质量的高度自信,打破国内通行的销售及售后服务模式,率先采取统一定价的市场销售政策,改变国内 钦州钢筋笼绕筋机、行业常见的不透明价格体系,杜绝产品销售中的暗箱操作空间,完全依靠客户口碑及产品高性价比特性进行市场竞争;同时,公司在行业内率先承诺: 钦州钢筋笼绕筋机、产品实行售后30日内无理由退货!只要不满意,就可以退货,完全杜绝客户顾虑!


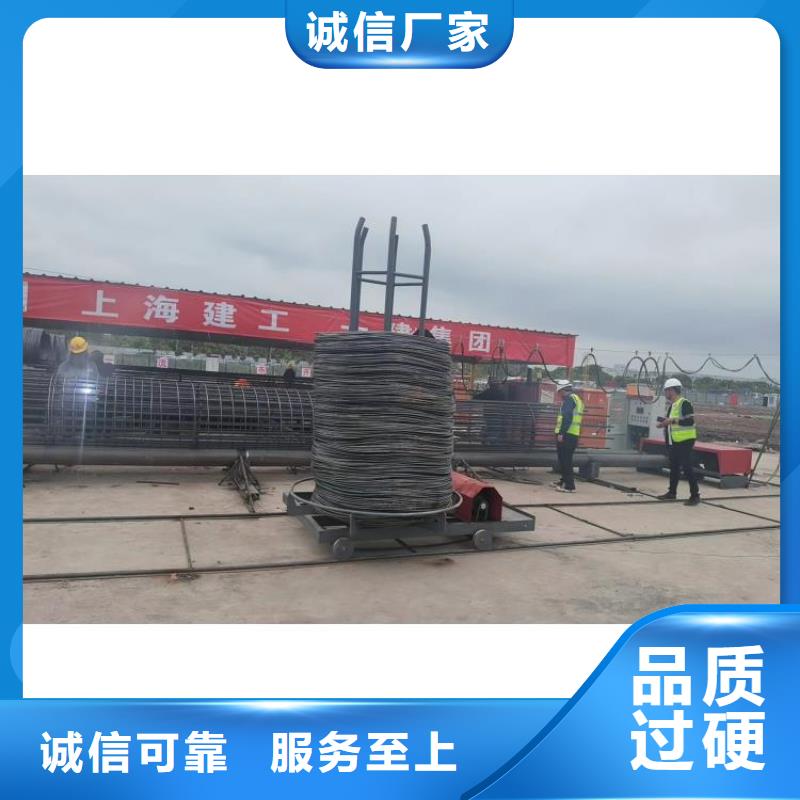
由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。在维修或调整设备(包括调节行程开关及接近开关位置)应将设备的所有电源全 部切断,方可进行调节或维修,严禁在设备带电状态下进行调整。3钦州钢筋笼绕筋机设备通电启动前必须确保所有人员应远离设备(包括环筋的供筋系统,不得 跨越,以免发生危险)三。钢筋笼绕筋机通过两个钢筋场对比情况,人工绕筋一节12米的笼子需要4人3个小时以上的工作量;而通过使用绕筋机,只需要 安排一个机器操作手,一个电焊工人,从准备到结束只需要40分钟到1个小时的时间就能快速地完成一节笼子的绕筋。钢筋笼绕筋机自动化程度高。采用计算机控制、钦州当地触摸屏进行操作,旋转速度、钦州当地行走速度均为无级可调,加配自动焊接手,可实现自动焊接。2.焊接速度快。采用自动焊接手,1-2秒即可焊接一个焊点。相对传统人工模式,加工效率提升3至4倍。3.质量稳定。焊点质量可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。4.劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。5.操作简单。工人通过简单培训即可上岗。6.适应能力强。适用于主筋直径12mm-50mm钢筋笼的焊接,在焊接中箍盘间距可自动调整。



全自动数控钦州钢筋笼绕筋机构说明1.折弯成型机构:本站主要负责箍筋的成型。将送至的钢筋弯折成我们所设定的形状。本站的动力来源是一个伺服马达。可以正反双向弯折钢筋,可控制芯轴伸缩,上下以及更换芯轴大小。2.快速剪切机构:本站主要负责钢筋成型后的剪切。由马达和气动刹车离合构成。在剪切后瞬间完成剪切。方便快捷。3.垂直整直机构:本站主要是钢筋的垂直方向直线度。采用的是对辊式的调直。只需各组滚轮的深浅程度,就可以很方便的调直钢筋的垂直方向。4.自动送料机构:本站主要负责钢筋在弯箍中的送线。由伺服马达带动两组滚轮完成送线的。准确而快捷。5.水平整直机构:本站主要是钢筋的水平方向直线度。本机构配有自动入料装置,由汽缸缸来压紧滚轮的前进和后退,滚轮由电机驱动,该电机的作用带动钢筋入料。6.放线架:放线架作用是存放待加工的线材。分为型和加重型两种:型:放线架总高1600MM,中心直径为400MM外圆为1600MM,,可存放500公线材。7.整机操作台:本机控制台,由专用CNC和按钮开关组成。CNC具有自动生成图形,计数等功能操作界面图形化更加直观,人性化易操作。自动识别故障和功能可以更加方便快捷的设备


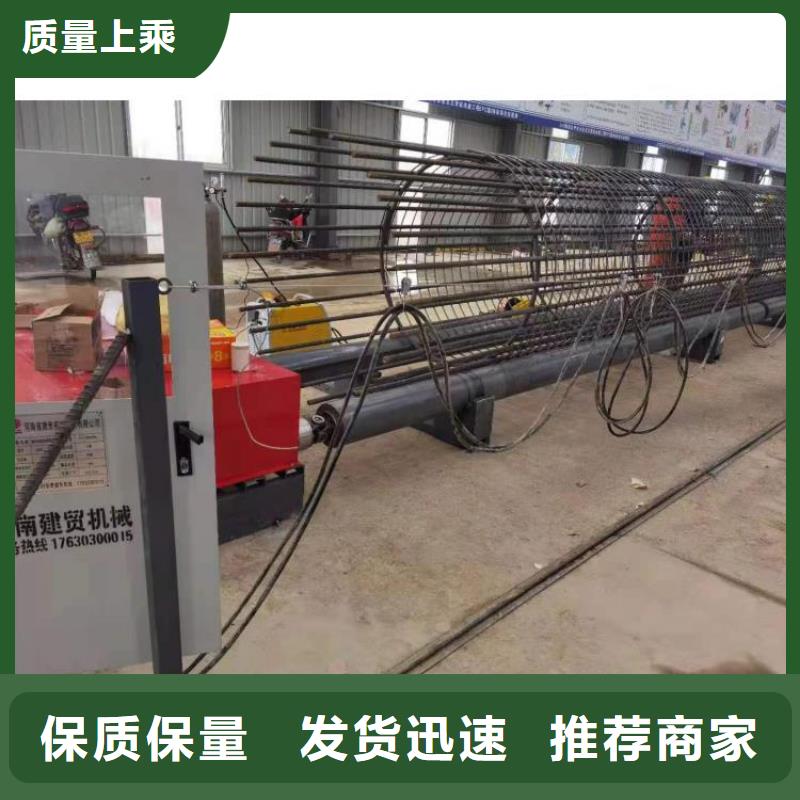
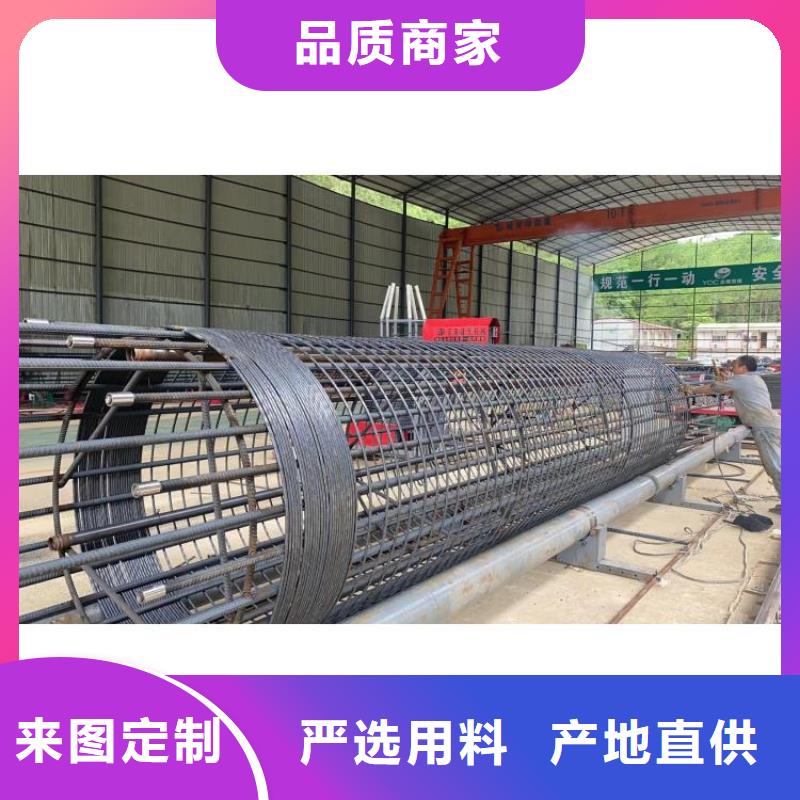
钢筋笼全长9米时一般用两根过渡箍,缠绕筋起点位置为前端,在前端外套入一个过渡箍,避免在缠绕区内。末端在钢筋笼尾部胶辊靠前面位置套入一个过渡箍,当缠绕筋工作到附近时,用手掌推动过渡箍向后移动,(注意:不能用手抓过渡箍,此时过渡箍是旋转状态,容易对人造成伤害。)直止过渡箍退出钢筋笼。前端过渡箍也可如此。钦州钢筋笼绕筋机12米以上,或者单节钢筋笼较重时,骨架中间加焊1、钦州当地2圈缠绕筋替代第三个过渡箍。或直接中间开始绕筋,另半截笼前面向中间缠绕连接完成。所以三个过渡箍的中间一个箍应置放在中间靠后面的地方,借以减少冲击振动。退出辊轮并过渡到后面辊轮的方法--将过渡箍向后面推压,让过渡箍顺胶辊旋转到上面直到全部退出。准备台架;若采用骨架直接滚进辊轮内档(小型钢筋笼),骨架制作台架高度与设备同高。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两辊轮上,将一根主筋抬放于辊轮长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、钦州当地箍筋,低速转动胶辊,抬二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。






 扫一扫
扫一扫